医药制造业作为高科技和高度监管的行业,对信息系统的需求日益增长。制造业信息技术的应用不仅提升了生产效率,还确保了药品质量与合规性。本文将探讨医药制造业信息系统解决方案的关键要素、实施价值及未来趋势。
一、关键解决方案要素
医药制造业信息系统解决方案涵盖多个核心模块:
1. 企业资源规划系统:整合采购、生产、库存和财务数据,实现资源优化配置。
2. 制造执行系统:实时监控生产线,跟踪物料使用、设备状态和工艺参数,确保符合GMP规范。
3. 质量管理系统:自动化质量控制流程,包括批次记录、偏差管理和审计追踪,支持FDA或NMPA等法规合规。
4. 供应链管理系统:优化原材料采购、分销和物流,减少库存成本并提高响应速度。
5. 数据分析和物联网集成:利用大数据和IoT技术预测设备故障、优化生产计划,并实现实时数据可视化。
二、实施价值与优势
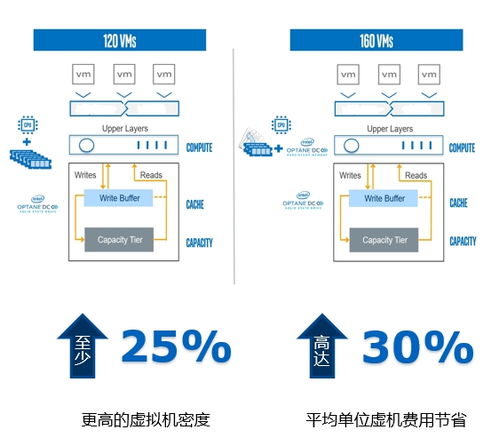
采用综合信息系统可带来显著效益:提升生产效率20-30%,通过自动化减少人为错误;强化质量控制和追溯能力,降低召回风险;提高法规合规性,缩短产品上市时间;数据驱动的决策支持可帮助企业应对市场变化。
三、未来趋势与建议
随着工业4.0和人工智能的发展,医药制造业信息系统正朝着智能化、云化和集成化方向演进。企业应优先选择可扩展的解决方案,加强员工培训,并与技术伙伴合作,以最大化投资回报。最终,信息系统将成为医药制造业可持续发展的核心驱动力。